玉米加工废水处理技术
标签:工业废水处理
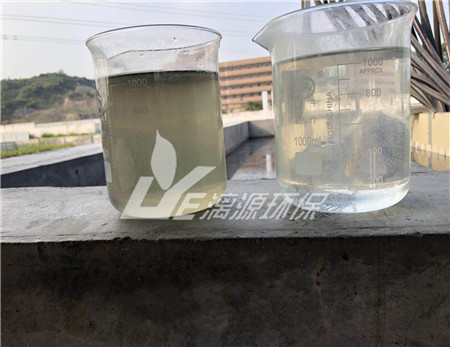
玉米加工行业在生产过程中,如清洗、浸泡、破碎、分离、蒸煮等环节,会产生大量废水。这类废水通常具有有机物浓度高、悬浮物含量多、氨氮和磷成分明显、可生化性良好等特点。若不加以科学处理,不仅可能对环境造成污染,也会影响企业的正常运营与环保合规性。因此,选择效率高且稳定的玉米加工废水处理技术,是实现资源循环利用与绿色发展的关键。
针对玉米加工废水处理技术,普遍采用“物理化学预处理+生物处理+深度处理”相结合的技术路线。由于玉米加工废水中含有较多悬浮杂质和颗粒物,先通过格栅和初沉池去除大块杂物,防止后续设备堵塞并初步削减污染物负荷。随后进入调节池进行水质水量的均质均量处理,使进水条件更加稳定,有助于提升整体系统的抗冲击能力和运行效率。
接下来,废水进入混凝沉淀或气浮系统,通过投加PAC(聚合氯化铝)、PAM(聚丙烯酰胺)等药剂,促使细小悬浮颗粒和胶体物质凝聚沉降或上浮分离,从而有效降低COD(化学需氧量)、SS(悬浮物)及部分色度,减轻后续生物处理系统的运行压力,提高整体处理效果。
完成预处理后,废水进入核心生物处理阶段,一般采用“厌氧+好氧”的联合工艺。厌氧段如UASB(上流式厌氧污泥床)、IC(内循环厌氧反应器)等,适用于处理中高浓度有机废水,在降解大分子有机物的同时,还可回收沼气用于厂区供热或发电,具有良好的节能效益。好氧段则根据厂区用地条件、排放标准及管理能力,选用SBR(序批式活性污泥法)或MBR(膜生物反应器)等工艺,进一步去除残留有机物,并同步实现脱氮除磷功能,改善出水水质。
为进一步保障出水达到高标准排放或实现水资源回用目标,还可配套深度处理单元。该阶段可通过活性炭吸附、臭氧氧化、石英砂过滤等方式去除微量有机污染物、残余色度及异味,提升出水透明度;若企业执行更严格的排放标准或具备中水回用需求,还可引入纳滤(NF)或反渗透(RO)膜系统,实现接近零排放目标。
玉米加工废水的处理应结合企业的实际排水特征、环保监管要求、厂区条件及运营能力进行系统设计。一个匹配度高、运行稳定的处理系统不仅能实现长期稳定达标排放,还能通过节能优化与资源回收,为企业带来良好的环境与经济效益。
广州漓源环保技术有限公司专注于各类工业废水处理19年,具备丰富的技术经验与工程实施能力,能够为客户量身打造废水处理解决方案,助力企业绿色发展、合规前行。如果您也有玉米加工废水处理的需求,欢迎咨询漓源环保工程师。漓源环保工程师联系电话:辛工:13580340580 张工:13600466042